2017-08-01
Изготовление фрез на разных предприятиях ведется по полному и неполному циклу. Первый вариант актуален для заводов в России, второй — для специализированных производств на Западе и отдельных отечественных компаний, как правило, входящих в международные холдинги.
- Полный цикл производства. Предполагает исполнение заготовок и проведение кузнечных операций, термическую обработку сталей, нанесение гальванического покрытия и механосборочные процессы. На заводе есть все необходимые участки: штамповочные, пресс-форм, термической обработки и т. п.
- Узкоспециализированные предприятия. На производстве установлены современные программно-вычислительные машины. Предприятие выполняет только механическую обработку и сборку. Заготовки поступают с других подразделений (как правило, это импорт).
Производство фрез: особенности технологических процессов
Материалы, из которых изготавливают фрезы
Материал для изготовления фрез должен обладать следующими характеристиками:
- твердость, превышающая аналогичный показатель обрабатываемых изделий;
- высокая стойкость на износ;
- механическая прочность.
Традиционно для выпуска режущих инструментов применяют углеродистые инструментальные стали, быстрорежущие стали, твердые сплавы, керамику, искусственные и природные алмазы.
Инструментальные углеродистые стали
На производство фрез идут инструментальные стали марок У7, У8, УО, У10, У11, У12, У13. Материалы, которые содержат минимум примесей, дополнительно маркируются литерой А (У10А, У8А).
Недостаток углеродистой стали — малые режущие свойства. Инструменты, выполненные из таких заготовок, могут обрабатывать детали при температуре до 200-250 градусов. Максимальная скорость резания — 10-15 м/мин.
Легированные инструментальные стали
На изготовление прорезных, фасонных и концевых фрез идет сталь марок ХГ, ХВ5, ОХС и ХВГ. Этот материал имеет улучшенные (по сравнению с углеродистой сталью) режущие свойства. Возможна обработка деталей при температуре до 300-350 градусов и скорости операций 20-25 м/мин.
Быстрорежущие инструментальные стали
Материал по уровню сопротивляемости износу и теплоемкости превосходит углеродистое и легированное сырье. Быстрорежущая сталь не утрачивает исходных свойств даже при достижении красного каления (550-600 градусов).
На производстве используют быстрорежущие стали марок Р18, Р12, РО, Р18М, РОМ, Р6М5, Р18Ф2 (нормальная производительность) и Р18Ф2К5, РОФ2К5, РОФ2К5, РОФ2К10, РОФ5, Р14Ф4, Р6МЗ, Р10Ф5К5 (повышенная производительность). Материал легируется кобальтом, ванадием, молибденом.
Твердые сплавы из металлокерамики
В составе материала карбид вольфрама, титан, кобальт. Наиболее широкое распространение получили карбидные сплавы марок Т5К12В, ТТ7К12, ТТ7К5, ТТ10К8Б. Их основное отличие — повышенная прочность, поэтому из них изготавливают режущие пластины на инструмент.
Сплавы из минералокерамики
Материал готовят из корунда методом тонкого размола, прессования и спекания. Из твердых сплавов делают режущие пластины. Основное отличие подобных изделий от изготовленных из металлокерамических сплавов — пониженная прочность и хрупкость. По этой причине минеральную керамику применяют только для тонкого чистового фрезерования.
Оборудование для производства фрез
На предприятиях используют следующее оборудование для производства фрез:
- токарно-карусельные и токарные станки;
- печи;
- фрезерные станки;
- сборочные стенды.
Этапы производства
Технологический процесс изготовления фрезы выглядит следующим образом.
- Ковка. Заготовку делают путем ковки материала. Затем ее подвергают обдирке на токарно-карусельном станке, оставляя припуски по 10 мм.
- Черновая обработка. Деталь обтачивают с припуском 5 мм, ориентируясь на чертеж. Затем сверяют ее размеры и отправляют на термическую обработку (закалку и отпуск).
- Обточка резцов. На токарном станке точат резцы, наружный диаметр и основные поверхности, оставляя припуски в 0,3 мм.
- Снятие напряжения. После черновой обработки деталь подвергают процессу старения для снятия внутреннего напряжения. Для этого ее нагревают до 550-570 градусов и охлаждают.
- Шлифовка. Торцы и поверхности, а также наружный диаметр детали обрабатывают на шлифовальном станке.
- Фрезерование. Заготовку обрабатывают на фрезерном станке с припусками 0,2-0,3 мм на каждую сторону. После чего притупляют кромки, удаляют стружку и заусенцы.
- Окончательная обработка. Деталь фрезеруют по наружному диаметру соответственно размерам, указанным в чертеже, затем шлифуют и отправляют на контроль качества.
Азотирование
Производство фрез по металлу предполагает прохождение процедуры азотирования, в процессе которой поверхность стали насыщается азотом. Операция повышает твердость изделий и предел выносливости, а также уровень сопротивляемости коррозионным процессам. Перед азотированием деталь отправляют на термообработку. В заключение заготовку шлифуют для получения окончательных размеров.
Виды фрез
Возможно изготовление фрез по металлу пяти основных типов.
- Цилиндрические. Используются для фрезерования плоских поверхностей на горизонтальных станках. Бывают с прямыми и винтовыми зубьями. На изделия идет быстрорежущая сталь.
Фотография № 1:
- Торцевые. Предназначены для обработки плоскостей на вертикальных станках. Инструменты отличаются плавной работой и хорошей производительностью.

Фотография № 2:
- Дисковые. Используются для нарезания пазов.

Фотография № 3:
- Угловые. Подходят для обработки наклонных плоскостей и угловых канавок.

Фотография № 4:
- Концевые. Адаптированы для нарезания глубоких пазов, выемок и уступов. Имеют винтовые/наклонные зубья.

Фотография № 5:
Фрезы российского производства и стран СНГ
Производство фрез в России и странах СНГ идет по старым технологиям. Однако такие изделия отличаются оптимальным качеством заготовок без применения низкосортных добавок. На территории нашей страны расположены:
- бывшие цехи крупных производственных комплексов;
- инструментальные цехи заводов, ставшие отдельными подразделениями;
- вновь образованные предприятия.
Основные заводы по производству фрез: «Белгородский завод фрез», «Винницкий инструментальный завод», «Львовский инструментальный завод», «Томский инструментальный завод», московское предприятие «Фрезер».
Фрезы импортного производства
Цена на изготовление фрез в Европе и США выше, чем в России. Это связано с оплатой таможенных пошлин при ввозе деталей на территорию страны. Лидером по производству режущего инструмента считается Европа. Изделия американских компаний приравнивают по качеству к европейским, однако они стоят дороже из-за расходов на транспортировку.
Зарубежные производственные компании используют прогрессивные технологии. В частности, станочный парк предприятий практически на 90 % состоит из оборудования с ЧПУ. Производство имеет узкоспециализированных характер.
Возможно изготовление фрез на заказ и покупка типового оборудования в компаниях Ceratizit, Emuge Franken, Guhring, Sandvik, Sekira.
Главным инструментом, предназначенным для обработки самых разных металлических поверхностей, считается фреза. По сути дела, это постоянно вращающееся тело, состоящее из износостойких и очень прочных режущих зубцов. Такой инструмент для обработки металлических поверхностей отличается большим разнообразием.
Это дает возможность проводить работу на очень сложных, труднодоступных местах. На первое место выходит точное определение подачи, которая бывает:
- Винтовой;
- Поступательно – вращательной.
Материалы и виды фрез
Режущие кромки инструмента могут изготавливаться с применением различных материалов:
Но, базовыми материалами , применяемыми при изготовлении такой оснастки, остаются;
- Алмазы;
- Быстрорежущая сталь;
- Твердые сплавы;
- Металлы, повышенной твердости.
Кроме этого, при производстве такого инструмента стала применяться также металлокерамика. Огромное разнообразие инструмента отличается внешним видом. Чаще всего фрезерный станок использует в своей работе инструменты:
- Круглые;
- Цилиндрические;
- Торцевые;
- Червячные.
 Надо сказать, что цена каждого инструмента сильно отличается. Для выполнения простой обработки поверхности, применяют инструменты по более низкой цене. Инструмент специального назначения, с повышенной твердостью, оцениваются на порядок выше.
Надо сказать, что цена каждого инструмента сильно отличается. Для выполнения простой обработки поверхности, применяют инструменты по более низкой цене. Инструмент специального назначения, с повышенной твердостью, оцениваются на порядок выше.
Многоликость и большое разнообразие этого инструмента привело к созданию классификатора , в котором учитывается конструкция инструмента и его цена. Итак, они разделены на подвиды;
В зависимости от расположения зубьев . Они могут быть винтовыми, наклонными и прочее. Отличаться;
- Заточкой.
- Сложностью конструкции. Инструмент может быть сборным или иметь монолитный вид.
- Материалом изготовления.
Каждый подвид имеет свою цену, устанавливаемую на заводе изготовителе.
 Фрезы по металлу также подразделяются на группы, в зависимости от вида зубьев
, что сильно влияет на их цену. Они бывают:
Фрезы по металлу также подразделяются на группы, в зависимости от вида зубьев
, что сильно влияет на их цену. Они бывают:
- Цельные, сделанные из одного материала;
- Сборные, в изготовление используется несколько разных материалов;
- Сварные. Несущая часть приварена к основной части.
Этот инструмент применяется для обработки самых разных заготовок. К каждой из них требуется особый подход и автоматизированный станок. Цель фрезерования, метод обработки , разделил фрезы по металлу на разные группы:
- Концевые;
- Отрезные;
- Шпоночные;
- Дисковые;
- Торцевые.
 Намного реже применяются и другие разновидности этого инструмента:
Намного реже применяются и другие разновидности этого инструмента:
- Пазовые;
- Угловые;
- Остроконечные;
- Фасонные;
- Затылованные.
Давайте познакомимся с основными группами фрез по металлу более подробно.
Концевые фрезы
 Этим инструментом обрабатываются на фрезерном станке стальные заготовки и их комплектующие. Такие фрезы по металлу широко используются на станках мебельного производства
и изготовлении строительных деталей.
Этим инструментом обрабатываются на фрезерном станке стальные заготовки и их комплектующие. Такие фрезы по металлу широко используются на станках мебельного производства
и изготовлении строительных деталей.
Концевые фрезы, имеющие конический хвостовик, применяются для технологических операций:
- Фрезерования пазов;
- Обработке уступов;
- Фрезеровке торцов деталей из цветных металлов.
 Эта группа фрез, применяется для обработки самых разных видов металлов, прочность которых, не превышает 1000 Н/мм2
. К ним относятся стали:
Эта группа фрез, применяется для обработки самых разных видов металлов, прочность которых, не превышает 1000 Н/мм2
. К ним относятся стали:
- Конструкционные;
- Углеродистые;
- Низколегированные.
Концевые фрезы имеют несколько разновидностей:
- С хвостовиком в виде конуса;
- С большими зубьями, чтобы выполнить предварительную обработку;
- С маленькими зубьями, для проведения финишной обработки; Цельные;
- Цельные
- С коронками:
- Фрезы обдирочные, обрабатывают литье или материалы после ковки.
Шпоночные фрезы
Таким инструментом на станке обрабатываются шпоночные пазы. Если применяется конечный хвостовик, проводится обработка латунных деталей и отожженного чугуна . Цена шпоночной фрезы находится в доступном сегменте.
Отрезные фрезы
 Были специально разработаны, чтобы работать с металлами высокой прочности. Этот инструмент имеет и другое название – фрезы универсальные.
Были специально разработаны, чтобы работать с металлами высокой прочности. Этот инструмент имеет и другое название – фрезы универсальные.
Они легко справляются с чугуном и металлами средней твердости . Для работы применяются специальные фрезерные станки как автоматические, так и с ЧПУ. Надо сказать, что цена фрезерных станков доступна только крупным промышленным предприятиям.
На производстве используется несколько видов отрезных фрез:

Все отрезные фрезы, в зависимости от габаритов зубьев делятся на подвиды:
- Мелкие;
- Средние;
- Крупные.
Фрезами с крупными зубьями обрабатывают цветные металлы, а другими работают со сталью и чугуном.
Дисковые фрезы трехсторонние
Имеют вставные ножи, с твердосплавными пластинами. Инструмент применяется при обработке пазов металлических деталей . В большинстве случаев, этими инструментами обрабатываются чугунные детали на фрезерных автоматических станках.
Фрезы торцевые
 Применяются практически постоянно. С их помощью выполняется обработка любых плоских поверхностей
. Совсем недавно конструкция торцевых инструментов, не отличалась сложной геометрией.
Применяются практически постоянно. С их помощью выполняется обработка любых плоских поверхностей
. Совсем недавно конструкция торцевых инструментов, не отличалась сложной геометрией.
Сегодня технология металлообработки вышла на новый уровень. Были разработаны новые инструменты - длинно кромочные фрезы. Они дают возможность обрабатывать очень сложные заготовки на современных фрезерных автоматических станках.
Заготовка получается очень прочной и высокоточной. Такая новинка отличается и высокой ценой.
Червячные
Такой инструмент применяется только в особых случаях. Обработка детали выполняется обкатным методом.
Дисковые
Очень хорошо подходит для прорезки пазов. Дисковая фреза обрезает заготовки , снимает фаски и выполняет другие операции. Инструмент делится на группы:

Расположение режущих граней может быть самым разным. Иногда они располагаются только, с одной стороны, иногда их делают двухсторонними. В зависимости от размера зубьев, фрезы выполняют несколько технологических операций:
- Грубая обработка;
- Чистовая обработка.
Работать дисковой фрезой можно в самых сложных условиях, например, при высокой вибрации, когда сложно выводить металлическую стружку.
Цилиндрические
 Такие фрезы могут быть с винтовыми или прямыми зубьями. Для простых операций, где участок обработки имеет небольшие размеры
, пользуются прямозубой фрезой.
Такие фрезы могут быть с винтовыми или прямыми зубьями. Для простых операций, где участок обработки имеет небольшие размеры
, пользуются прямозубой фрезой.
Более универсальными считаются винтовые фрезы. В связи с тем, что в некоторых случаях осевые нагрузки достигают больших значений, применение винтовых ограничено углом режущей грани, он не должен превышать 450.
Чтобы проводить обработку в таких ситуациях применяют сдвоенные цилиндрические инструменты.
6.Приспособления и инструменты применяемые при обработке
Разработана и используется широкая номенклатура стандартных и специальных фрез.
Фрезы классифицируются по следующим признакам. По конструкции зубьев - с остроконечными и с затылованними зубьями c.128. .
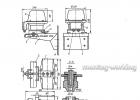
По форме поверхности - цилиндрические (рис.6.1а); дисковые (рис, 6.1,б,г); фасонные с зубьями на фасонной поверхности тел вращения (рис 6.1 д); трехсторонние с зубьями расположенными на цилиндрической и двух торцевых поверхностях (рис. 6.1е). Кроме того, фрезы могут быть двусторонние, у которых зубья расположены на цилиндрической и одной из торцевых поверхностей;угловые-с зубьями, расположенными на конической и торцевой поверхностях (рис.6.1 ж).
По форме зубьев : с винтовыми (рис. 6.1 а, з, и, л), с прямыми зубьями (рис. 6.1, б, в, г, е, ж).По конструкции : цельные с зубьями, выполненными на корпусе фрезы; наборные (или комплектные), состоящие из нескольких фрез, установленных и закрепленных по оправке и применяемых для одновременной обработки нескольких поверхностей (рис.6.1г) со вставными зубьями (рис 6.1 к) составные состоящие из двух половинок и прокладки между ними, для восстановления первоначальной ширины фрезы после переточки
Рис 6.1 Типы фрез
По способу крепления : концевые с коническим или цилиндрическим хвостовиком; насадные с отверстиями для установкии закрепления на оправке. Государственными стандартами предусмотрены дисковые фрезы следующих типов: пазовые острозубые и затылованные. трехсторонние цельные, сборные со вставными ножами из быстрорежущей стали и оснащенные пластинками твердых сплавов, отрезные. У трехсторонних фрез при переточке изменяется размер по ширине. Для устранения этого недостатка применяются регулируемые трехсторонние фрезы состоящие из половинок одинаковой толщины с зубьями переменного направления на цилиндрической поверхности. Между половинками фрезы закладывается прокладочное кольцо требуемой толщины. Половинки фрезы соединяются посредством замка, состоящего из впа дин и выступов.Фрезы с,пластинками из твердого сплавацелесообразно применятьна всех видахфрезерных работ.Препятствием к их использованиюможет явиться недостаточная мощность станков.Особенношироко оснащаются твердым сплавомторцевые фрезы и фрезерные головки
С пластинками твердого сплава применяются также дисковые,концевые, шпоночные и фасонные фрезы, а в последнее время и цилиндрические фрезы с винтовыми твердосплавными зубьями. Последниеобеспечивают производительность в 2-5, а стойкость в 3 раза более высокую по сравнению с фрезами, имеющими быстрорежущие пластинки
6.1. Материалы для изготовления фрез
Материалы, применяемые для изготовления инструментов, называются инструментальными материалами. Фрезы могут выполняться либо полностью из них, либо иметь только более твердую режущую часть. С повышением твердости повышается хрупкость инструмента что приводит к его выкрашиванию; при высоких температурах твердость, прочность и режущие свойства снижаются. Способность инструмента сохранять свою твердость при нагреве называется красностойкостью. C.73..
Для изготовления фрез применяются углеродистые, легированные быстрорежущие стали, металлокерамические твердые сплавы и минералокерамика. Углеродистые стали обладают низкой теплостойкостью.Фрезами из них можно пользоваться при температуре в зоне резания 200-225°. Углеродистые стали (марки У7, У8) применяются для изготовления второстепенных частей сборных фрез. Фрезы из стали У12А могут работать со скоростью резания до 30 м/мин или с подачами до 0,05 м/зуб . Легированные стали отличаются от углеродистых тем, что имеют добавки легирующих элементов, таких, как хром, вольфрам, молибден ванадий, кремний и марганец. Легированные стали марок ХГ, ХВ5 9ХС применяются для изготовления прорезных, фасонных и концевые.фрез малых диаметров. Наибольшее распространение получила стали марки 9ХС, так как она хорошо закаливается в масле и.в меньшей степени подвергается деформации и короблению при термической обработке.
Быстрорежущие стали с. высоким содержанием вольфрама в сочетании с другими примесями обладают красностойкостью. Фрезы из них позволяют работать при температуре в зоне резания до 560 ˚ . Из быстрорежущей стали изготовляют цилиндрические, торцевые, дисковые. концевые и фасонные фрезы. Марка быстрорежущей стали P18 |лучше обрабатывается при шлифовании, имеет большую износостойкость по сравнению с маркой Р9.
Материалы, применяемые для изготовления фрез, должны обладать следующими свойствами: высокой твердостью, превышающей твердость обрабатываемого материала, высокой износостойкостью и теплостойкостью, высокой механической прочностью.
Для изготовления режущих инструментов и, в частности, фрез применяют углеродистые легированные инструментальные стали, быстрорежущие инструментальные стали, твердые сплавы, минералокерамику, эльборы, синтетические и естественные алмазы.
Для изготовления режущего инструмента применяют инструментальные углеродистые стали следующих марок: У7, У8, УО, У10, У11, У12, У13 (буква У указывает на то, что сталь углеродистая, а цифры показывают среднее содержание углерода в десятых долях процента). Инструментальные стали повышенного качества, имеющие минимальное количество вредных примесей, отмечают буквой А: У10А, У8А и т. д.
Углеродистая инструментальная сталь обладает низкими режущими свойствами. Режущие инструменты, изготовленные из такой стали, позволяют вести обработку при температуре в зоне резания до 200 - 250°С и при скоростях резания в пределах 10 - 15м/мин.
Легированная инструментальная сталь по химическому составу отличается от углеродистой инструментальной стали лишь наличием одного или нескольких легирующих элементов: хрома, вольфрама, молибдена, ванадия.
Чаще всего для изготовления прорезных, фасонных и концевых фрез малых диаметров применяют следующие марки стали: ХГ, ХВ5, ОХС и ХВГ.
Легированная инструментальная сталь обладает более высокими режущими свойствами, чем углеродистая инструментальная сталь (температура в зоне резания 300 - 350°С, скорости резания 20 - 25 м/мин).
Быстрорежущая инструментальная сталь в отличие от углеродистой и легированной инструментальной стали обладает большим сопротивлением износу и большей теплостойкостью. Она обладает красностойкостью, т. е. не теряет своих свойств при температуре красного каления (550 - 600°С).
Быстрорежущие стали делятся на стали нормальной производительности (Р18, Р12, РО, Р18М, РОМ, Р6М5, Р18Ф2) и стали повышенной производительности (Р18Ф2К5, РОФ2К5, РОФ2К5, РОФ2К10, РОФ5, Р14Ф4, Р6МЗ, Р10Ф5К5 и др), легированные кобальтом (К), ванадием (Ф) и молибденом (М).
Из быстрорежущих сталей нормальной производительности лучшей является сталь Р18, которая легко обрабатывается шлифованием и малочувствительна к прижогам.
Стали повышенной производительности обладают более высокими красно- стойкостью и режущими свойствами. Быстрорежущая сталь нормальной производительности может работать при скоростях резания до 60 м/мин и выше, а повышенной производительности до 100 м/мин и выше.
Термическая обработка быстрорежущей стали
. Закалка применяется для повышения твердости и сопровождается уменьшением вязкости.
Оптимальная температура при закалке быстрорежущей стали Р18 для тонких изделий (5 - 8 мм) - 1260°, для изделий толщиной более 10 - 15 мм - 1280°. Быстрорежущая сталь медленно прогревается, высокий нагрев приводит к обезуглероживанию и образованию трещин, поэтому изделия из быстрорежущей стали медленно нагревают при закалке до температуры 820 - 850°. Окончательный нагрев лучше всего производить в соляных ваннах, так как это позволяет избежать обезуглероживания стали. Выдержка при температуре закалки измеряется долями минуты. Быстрорежущая сталь после закалки обязательно должна быть подвергнута многократному отпуску. Оптимальная температура отпуска для стали Р18 - 580°, а для стали P9 - 560°.
Быстрорежущие стали повышенной производительности требуют тщательного соблюдения режимов термообработки. Отступление от рекомендуемых режимов (особенно при обработке кобальтовых сталей) может привести к понижению твердости и сильному обезуглероживанию).
Твердые сплавы допускают работу со скоростями резания, превышающими в 5 - 10 раз скорости обработки быстрорежущими инструментальными сталями, и не теряют режущих свойств при температуре до 850°С и выше.
Металлокерамические твердые сплавы состоят из карбидов вольфрама, титана или тантала и кобальта, связывающего эти вещества. Различают вольфрамо-кобальтовые металлокерамические сплавы (ВК2, ВКЗ, ВК6, ВК4В, ВК6В, ВК6М, ВК8, ВК10, ВК10М, ВК15М и др.) и титано-вольфрамо-кобальтовые (Т5К10, Т14К8, Т15К6, ТЗОК4, Т60К6 и др.). Цифры после буквы К указывают процентное содержание в сплаве кобальта, после буквы Т - карбидов титана; остальное составляют карбиды вольфрама. Например, сплав Т14К8 состоит из 14% карбида титана, 8% кобальта и 78% карбида вольфрама.
В настоящее время выпускают трех-карбидные твердые сплавы марок Т5К12В, ТТ7К12, ТТ7К5, ТТ10К8Б и др., состоящие из карбидов вольфрама, титана, тантала, кобальта. Эти сплавы характеризуются высокой прочностью. Твердый сплав марки ТТ7К12 допускает работу с 1,5 - 2 раза большими.
подачами на зуб, чем сплав Т5К10. Твердые сплавы выпускаются в виде пластинок стандартных форм и размеров
Вольфрамо-кобальтовые сплавы применяют для обработки хрупких материалов: чугуна, бронзы, закаленной стали, пластмасс, фарфора и т. п. Твердые сплавы титано-вольфрамовой группы предназначены главным образом для обработки сталей. При выборке марок твердого сплава можно руководствоваться данными табл. 24.
В настоящее время фрезы все чаще оснащают пластинками твердого сплава. Выпускаются также цельные твердосплавные фрезы.
Минералокерамические сплавы приготовляют на основе окиси алюминия (А120а) = корунда путем тонкого размола, прессования и спекания. Выпускают их, как и твердые сплавы, в виде пластинок стандартных форм и размеров.
Минералокерамические пластинки марок ЦМ-332 (микролит), ЦВ-13 и ЦВ-18 (термокорунд) обладают большей теплостойкостью и износостойкостью, чем некоторые твердые сплавы. Однако они имеют пониженную по сравнению с твердыми сплавами прочность и повышенную хрупкость. Минеральная керамика находит применение при чистовом и тонком фрезеровании торцовыми фрезами (головками).
Дисковая отрезная фреза (ДОФ) изготавливается в форме "блина", торцевая часть которого оснащается зубцами. Она применяется для создания канавок заданной глубины и толщины, а также для отпиливания заготовок из черных металлов и стальных сплавов.
1
Указанный ГОСТ подразделяет все дисковые отрезные фрезы на два класса - для отрезных работ и для выполнения шлицев, и на три типа – с мелким, средним и крупным зубом. Маркировка таких фрез – 2254-0698–2254-1556. К основным их характеристикам ГОСТ относит следующие величины (в миллиметрах):
- ширина – 0,2–6;
- диаметр – 20–315;
- сечение посадочного отверстия – 5–40;
- сечение ступицы – 10–80;
- шаг – 0,8–25.
Количество зубьев ДОФ по металлу варьируется в пределах 18–200.
ГОСТ 2679 разрешает изготавливать фрезы:
- с шириной ступицы больше на 0,2 мм по сравнению с величиной режущей части инструмента;
- без ступицы.
Исходным материалом для производства отрезных фрез является . Она должна отвечать требованиям ГОСТ 19265.
Шероховатость готового инструмента для фрезерования должна быть не более:
- 8 мкм (передняя поверхность зубцов);
- 1,25 мкм (торцовые боковые части);
- 10 мкм (спинка зубцов);
- 6,3 мкм (задняя часть зубцов и посадочное отверстие).
Дисковой инструмент для фрезерования
- 62–66 HRC (для изделий шириной более 1 мм);
- 61–65 (ширина до 1 мм).
Обратите внимание! Твердость замеряется на торцах инструмента на дистанции до 5 мм от его рабочих кромок. Если фрезы выпускаются из сплавов с большим содержанием кобальта и ванадия (5 и 3 % соответственно), показатели их твердости следует увеличить на несколько единиц.
Торцовое биение фрез имеет допуск от 0,04 до 0,4 мм, радиальное – 0,05–0,1 мм (для смежных зубцов) и 0,08–0,16 (для зубцов, расположенных в противоположных направлениях). Эти допуски замеряются на предмет их соответствия ГОСТу посредством специальной оправки.
Период стойкости отрезного инструмента измеряется в минутах. Он должен отвечать таким требованиям:
- 140 мин (фрезы сечением более 160 мм);
- 110 мин (110–160 мм);
- 70 мин (63–100 мм);
- 55 мин (до 63 мм).
Затупление отрезных фрез определяется по особому критерию. Под ним понимают износ (допустимый), который составляет 0,4 мм для инструмента сечением более 63 мм и 0,2 мм для фрез до 63 мм.
2
Проверка ДОФ на стойкость и работоспособность осуществляется на образцах, изготовленных из стали 45, на скорости резания от 20 до 100 м/мин. Испытания выполняются с использованием проставочных колец и спецоправки на . Длина (общая) фрезерования каждого проверяемого инструмента по металлу при этом составляет 25–50 см.
Проверочную фрезерную обработку производят с обязательной подачей охлаждающей жидкости. В качестве таковой ГОСТ требует использовать водный раствор эмульсола (содержание по массе – 5 %).
После завершения испытаний на режущих частях ДОФ должны отсутствовать явления выкрашивания. Если фреза после проверочного фрезерования готова к дальнейшему применению, она считается прошедшей проверку на работоспособность.

Проверка работоспособности дисковой отрезной фрезы
Внешний вид изделий анализируется по ГОСТу визуально. Осмотр осуществляется при помощи лупы с четырехкратным увеличением. Твердость ДОФ проверяют по стандарту 9013, шероховатость – по ГОСТ 9378.
Важный момент. При анализе характеристик отрезных фрез по металлу допускается применять средства измерения со следующими максимальными погрешностями:
- 35 % величины допуска при замере углов;
- 25 % при анализе расположения поверхностей и контроле форм инструмента.
Правила перевозки фрез, а также их хранения подробно описаны в ГОСТ 18088.
3
Как было сказано, интересующий нас дисковый инструмент делают из быстрорежущих сплавов. К таким принято относить высоколегированные стали с повышенной теплостойкостью. Эта их отличительная особенность достигается за счет введения в сплав ванадия, хрома, молибдена (карбидообразующие добавки) в сочетании с вольфрамом.
Чаще всего для производства отрезных фрез используют сталь следующих марок – Р18, Р12, Р6М5.
На заводы, где изготавливается режущий инструмент, эти сплавы поступают в поковках (так принято называть стальные заготовки). Их структура – карбиды плюс перлит сорбитообразного вида.
Когда фрезы нагревают под закалку, в сплавах формируется аустенит. Он имеет небольшое (относительно) содержание углерода и весьма активно легируется. После закалочной процедуры режущий инструмент получает особую структуру. Она состоит из остаточного аустенита, различных карбидов и мартенсита с мелкими иглами.

Дисковые отрезные фрезы
Главными легирующими добавками для сталей быстрорежущей группы являются кобальт, молибден, вольфрам и ванадий. Эти элементы обеспечивают требуемую красностойкость материала. Обязательно в подобные сплавы добавляют и хром. Особое внимание при этом обращают на количество углерода в стали. Его должно быть столько, чтобы в сплаве смогли сформироваться карбиды вводимых добавок. Если, например, углерода в стали будет менее 0,7 %, готовые фрезы не будут обладать необходимой твердостью.
Влияние легирующих элементов на свойства сплавов, применяемых для выпуска дисковых фрез:
- Кобальт увеличивает красностойкость, но при этом удаляет из стали углерод, а также снижает ее вязкость и прочность.
- Хром придает металлу повышенную прокаливаемость. Его вводят в количестве не более 3,5–4 %.
- Молибден и вольфрам – главные легирующие добавки. Они обеспечивают высокую степень красно- и эксплуатационной износостойкости стали.
- Негативное влияние на характеристики быстрорежущих стальных композиций (а значит, и на продукцию, получаемую из них) оказывает сера и фосфор. Эти элементы должны содержаться в сплавах в количествах до 0,015 и 0,03 % соответственно.
В большинстве случаев отрезной дисковый инструмент сейчас изготавливается из стали Р6М5. Фрезы из нее получаются менее износостойкими, чем из сплавов Р12 и Р18. Но зато стоимость Р6М5 ощутимо ниже.
Максимальной износостойкостью характеризуются фрезы из стали Р18. По цене они самые дорогие, так как содержат наибольшее количество дорогостоящего вольфрама. А вот инструмент из стали Р12 считается самым лучшим по показателю теплостойкости.
4
Качественная термическая обработка дискового инструмента гарантирует его высокие эксплуатационные характеристики. Фрезы подвергаются разным вариантам закалки. Это существенно увеличивает их износостойкость. Закалка выполняется по таким методикам:
- Ступенчатая. Операция предполагает охлаждение заготовок в горячей (около +600 °С) атмосфере, а после этого на открытом воздухе.
- Непрерывная. Этот вид закалки применяется редко, так как он выполняется с ускоренным охлаждением, что нередко приводит к появлению трещин на инструменте.
- Прерывистая. Популярная технология, исключающая риск появления трещин в готовых изделиях.
- Светлая. Разновидность ступенчатой термической обработки. Для ее осуществления нужно охлаждать сталь специальными соединениями (чаще всего – смеси воды и расплавленных щелочей).
В редких случаях используются методики изотермической закалки (полной и неполной), а также индукционного нагрева.

Методика изотермической закалки стали
Нагрев заготовок при термообработке производится:
- высокочастотными токами;
- в защитной среде в электрических и газовых агрегатах;
- в специальных соляных ваннах.
Отпуск фрез из быстрорежущих сплавов выполняют так, чтобы содержание аустенита (остаточного) было снижено до минимума. Добиться этого несложно. Используется технология многократного отпуска. Количество операций определяется техусловиями осуществления процедуры и типом применяемой стали. Оптимальными вариантами отпуска принято считать следующие схемы:
- 2–3-кратная операция при температуре 600° с обязательной выдержкой заготовок между этапами отпуска в течение 15–30 мин.
- Стандартная процедура при температуре 560°. В этом случае инструмент выдерживается в течение 60 минут после каждой стадии его термической обработки.
Важно! Отрезной инструмент всегда подвергается тщательной очистке и последующей мойке после выполнения операций термообработки.
5
Процедура изготовления интересующего нас отрезного инструмента в целом выглядит следующим образом:
- Анализ быстрорежущих сплавов на чистоту, показатель твердости и химсостав. Последний определяется по ГОСТ 19265.
- Штамповка заготовок. Эта операция выполняется на кузнечном участке предприятия.
- Шлифовка боковых торцов инструмента и зачистка заусенцев по всей их поверхности.
- Анализ деталей на наличие поверхностных изъянов и на соответствие их геометрических параметров и конфигурации.
- Просушивание фрез. Процедура осуществляется при температуре не выше 200° на протяжении получаса (максимум).
- Закалка по одной из методик, описанной выше.
- Двойной либо тройной отпуск, нужный для обеспечения требуемых технологических характеристик фрез.
- Анализ готового режущего инструмента на наличие волосовин и трещин, а также на величину твердости.

Анализ режущего инструмента на наличие волосовин и трещин
Финал работ – финишная обработка (механическими способами) отрезных фрез. Под таковой понимают заточку их режущих частей и окончательной тонкое шлифование этих участков инструмента.
В последнее время процесс изготовления ДОФ на отечественных предприятиях был существенно модернизирован. Производители интенсифицируют все операции посредством таких современных методик:
- Применение магнитных полей и ультразвуковых волн на этапах отпуска, очистки загрязнений на поверхности фрез и их закалки.
- Проведение дополнительных спецмероприятий при термообработке инструмента (отжиг, нормализация, охлаждение в изотермической горячей атмосфере, а также в особых по конфигурации валках и штампах).
- Использование высокоскоростных технологий нагрева заготовок и новейших методов термомеханической высокотемпературной обработки инструмента из сплавов быстрорежущей группы.
Благодаря новым технологиям готовые фрезы, о которых мы говорили в статье, получаются по-настоящему тепло- и износостойкими.
Похожие статьи