ОБЩИЕ СВЕДЕНИЯ
1. ОСОБЕННОСТИ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ
Сверление применяют для обработки глухих и сквозных отверстий цилиндрических, конических и многогранных внутренних поверхностей.
Применяют две разновидности сверления:
собственно сверление (получение отверстий в сплошном материале);
рассверливание (увеличение диаметра ранее просверленного, отлитого, пробитого при штамповке, прошитого, полученного методами электрофизической или электрохимической обработки отверстия).
Сверление и рассверливание обеспечивают точность обработки отверстий по 10 - 11-му квалитетам и качество поверхности Rz 80... 20 мкм (при обработке отверстий малого диаметра в цветных металлах и сплавах до Ra 2,5 мкм). Для получения более точных отверстий применяют зенкерование и развертывание.
Зенкерование, как и рассверливание, применяют для увеличения диаметра ранее полученного цилиндрического отверстия, а также для получения конических (коническими зенкерами) и плоских (торцами зенкеров при обработке ступенечатых отверстий) поверхностей. При зенкеровании после сверления получают точность по 9 - 10-му квалитетам, качество поверхности до Ra 2,5 мкм.
Развертывание применяют для окончательной (чистовой) обработки в основном цилиндрических отверстий, реже - для чистовой обработки конических и торцовых поверхностей. Точность по 6 - 8-му квалитетам, качество поверхности Ra 2,50...0,32 мкм.
2. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ СВЕРЛ, ЗЕНКЕРОВ И РАЗВЕРТОК
Элементы режущей части наиболее распространенного спирального сверла показаны на рис. 1 а, б.
У спирального сверла два зуба, каждый из которых имеет свою вершину, главную и вспомогательную режущие кромки, свою переднюю поверхность, главную и вспомогательную задние поверхности. У сверла есть также поперечная режущая кромка (перемычка), которая позволяет сверлу обрабатывать отверстия в сплошном материале.
Геометрию спирального сверла определяют следующие углы заточки.
Передний угол g х в рассматриваемой точке х главной режущей кромки измеряют в плоскости I-I, нормальной к главной режущей кромке, между касательной к передней поверхности в рассматриваемой точке х и нормалью к поверхности, образованной вращением главной режущей кромки вокруг оси сверла.
Задний угол a х измеряют в плоскости, касательной к соосному со сверлом цилиндру, на поверхности которого лежит рассматриваемая точка х главной режущей кромки, между касательной к задней поверхности в точке х режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. У наружной поверхности угол g х наибольший, а угол a х - наименьший.
Угол при вершине сверла 2j измеряют между главными режущими кромками. Угол 2j назначают в зависимости от обрабатываемого материала: для обработки стали, твердой бронзы 2j = 116... 118°, для обработки цветных металлов и их сплавов средней твердости 2j = 130... 140°.
Рис. 9.1. Элементы режущей части сверла (а, б), зенкера (в, г) и развертки (д, е):
1 - главная режущая кромка; 2 - главная задняя поверхность; 3 - вершина зуба; 4 - вспомогательная задняя поверхность [ленточка]; 5 - вспомогательная режущая кромка; 6 - канавка; 7 - спинка зуба; 8 - передняя поверхность; 9 - перемычка (у сверла); 10 - направляющая часть (у развертки); L, l раб, l ш , l х , l р , l к , l л , l ц . l o .к - длина соответственно инструмента, его рабочей части, шейки, хвостовика, режущей части, калибрующей части, лапки цилиндрического участка и участка с обратной конусностью; D r - главное движение; d - диаметр сверла; (j, j 1 - главный и вспомогательный углы в плане; g х, a х - передний и задний углы в точке х; a 0 - задний угол перемычки в точке О; w - угол наклона зуба; y - угол наклона перемычки; АВ - перемычка; a л - задний угол на ленточке; q - диаметр спинок зубьев
Угол наклона поперечной режущей кромки y измеряют между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла.
Угол наклона винтовой канавки w измеряют по наружному диаметру. С ростом угла со увеличивают передний угол g Х1 при этом облегчается процесс резания и улучшается выход стружки. Рекомендуемые геометрические параметры сверла приведены в справочной литературе.
Вспомогательный угол в плане j х создается обратной конусностью на рабочей части сверла в пределах 0,03...0,12 мм на 100 мм длины. Задние поверхности сверл затачивают по конической поверхности, по плоскости и по винтовой поверхности.
Элементы режущей части зенкеров и разверток показаны на рис. 1.1, в - е. Рабочая часть у зенкеров состоит из режущей части и калибрующей части - с обратной конусностью. Режущая часть наклонена к оси под углом в плане j и выполняет основную работу резания.
Спиральный зенкер имеет 3 - 4 зуба, практически с такой же геометрией, как у зубьев спирального сверла.
Рабочая часть у разверток состоит из направляющего конуса длиной l Н , режущей части длиной i p и калибрующей части длиной l К . Калибрующая часть у разверток состоит из двух участков: цилиндрического длиной l Ц и конического длиной 7 0 к с обратной конусностью. Обратную конусность делают для уменьшения трения инструмента об обработанную поверхность и уменьшения величины разбивки отверстия.
Развертка имеет 6 - 12 зубьев. Углы g, a к и w у разверток обычно равны нулю.
Сверла, зенкеры и развертки изготавливают из инструментальной и быстрорежущей сталей, твердых сплавов ВК6, ВК8, ВК3М, ВК6М, ВК8В. Твердосплавные сверла широко применяют при обработке отверстий в жаропрочных и нержавеющих сталях и сплавах, титане и его сплавах, термореактивных пластмассах.
3. ЭЛЕМЕНТЫ РЕЖИМА РЕЗАНИЯ И СРЕЗАЕМОГО СЛОЯ
Главное движение при сверлении, рассверливании, зенкеровании и развертывании - вращательное D r , а движение подачи - поступательное D s . Схемы резания при сверлении, рассверливании, зенкеровании и развертывании показаны на рис. 2. Скорость резания, м/мин или м/с, на периферии инструмента
где D - диаметр обработанной поверхности, мм; n - частота вращения инструмента, об/мин.

Рис. 1.2. Схемы резания:
а - сверление; б - рассверливание; в - зенкерование; г - развертывание; 1 - заготовка; 2 - сверло; 3 - зенкер; 4 - развертка; D, D 0 - диаметры обработанной и обрабатываемой поверхностей; D r - главное движение; D s - движение подачи; а , и b -толщина и длина срезаемого слоя; s - подача на один оборот; s z - подача на зуб; t - глубина резания; j - главный угол в плане
Подача s - величина перемещения инструмента вдоль оси за один оборот. Подача s z , приходящаяся на один зуб инструмента, s z = s/z (z - число зубьев инструмента).
Толщину а срезаемого слоя измеряют в направлении, перпендикулярном к главной режущей кромке инструмента, а ширину b срезаемого слоя - вдоль этой режущей кромки.
При сверлении под глубиной резания t подразумевают расстояние от обработанной поверхности до оси сверла (t = D/2), а при рассверливании, зенкеровании и развертывании - расстояние от обработанной до обрабатываемой поверхности: t = (D - D 0)/2.
При сверлении осевую силу Р 0 (силу подачи, Н), подсчитывают по формуле
P o = C p D zp s yp k p .
Крутящий момент М кр, Н м, резания при сверлении
M к p = C M D zM S yM k M .
При рассверливании, зенкеровании и развертывании на инструмент действует осевая сила (обычно незначительной величины) и крутящий момент М кр , Н м, резания
M Kp =C M D zM t xM S yM k M
где С Р и С м - постоянные коэффициенты, характеризующие обрабатываемый материал и условия его обработки; z P , у Р, z M , х м, у м - показатели степеней; D мм, t, мм, и s, мм/об, - соответственно диаметр обрабатываемой поверхности, глубина резания, и подача; к Р и к м - общие поправочные коэффициенты, учитывающие конкретные условия обработки. Эффективная мощность, кВт, резания
![]()
где М кр - крутящий момент резания, Н м; n - частота вращения инструмента или изделия, об/мин.
При сверлении скорость резания, м/мин или м/с,
При рассверливании, зенкеровании и развертывании
где C v - постоянный коэффициент, характеризующий обрабатываемый материал и конкретные условия обработки; z v , x v , y v - показатели степеней; т - показатель относительной стойкости; k v - общий поправочный коэффициент, учитывающий конкретные условия обработки; Т - период стойкости.
Сверлильно-расточная группа станков, вторая группа по классификации ЭНИМС, состоит из двух подгрупп: сверлильной и расточной. Сверлильные станки предназначены для работы сверлами, зенкерами, развертками, метчиками и т.п., а расточные, помимо этого, в основном предназначены для работы расточными инструментами различной конструкции. В зависимости от расположения шпинделя сверлильные станки подразделяют на вертикально- и горизонтально-сверлильные, а в зависимости от количества шпинделей - на одно- и многошпиндельные. Настоль-но-сверлильные станки выпускают для сверления отверстий диаметром до 16 мм; вертикально-сверлильные и радиально-сверлиль-ные - для сверления отверстий диаметром до 100 мм. Горизонтально-сверлильные станки предназначены для получения глубоких отверстий специальными сверлами.
РЕЖУЩИЙ ИНСТРУМЕНТ И ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА СВЕРЛИЛЬНЫХ СТАНКОВ
РЕЖУЩИЕ ИНСТРУМЕНТЫ
Отверстия на сверлильных станках обрабатывают сверлами, зенкерами, развертками и метчиками. Все эти инструменты - осевые. Обработка этими инструментами осуществляется при главном вращательном движении D r инструмента или заготовки и при одном движении подачи D s (чаще инструмента) вдоль оси инструмента или обрабатываемой поверхности.
При обработке осевыми инструментами возможны три кинематические схемы:
главное движение и движение подачи передают инструменту. Такую схему реализуют на сверлильных, координатно-расточных, агрегатно-сверлильных и агрегатно-расточных станках. При этой схеме имеет место увод оси инструмента, если эта ось не совпадает с направлением подачи заготовки или инструмента;
главное движение передают заготовке, а движение подачи - заготовке или инструменту. Используют на токарных, токарно-револьверных станках и токарных автоматах. Увод оси инструмента может иметь место в этом случае только из-за неодинаковости заточки зубьев инструмента;
вращательное движение сообщается и заготовке (v 3 , м/мин или м/с), и инструменту (v и м/мин или м/с). Главным движением D r в этом случае будет то, скорость которого больше (обычно это скорость вращения инструмента v и) .
Скорость резания (суммарная), м/мин или м/с, определяют по формуле v = v 3 + v и.
Движение подачи сообщают либо инструменту, либо заготовке.
Такую схему применяют только для сверления на некоторых автоматах и специальных станках. Диаметральный размер получается более точным, чем при предыдущей схеме.
Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент - спиральное сверло (см. рис. 1.1, а, б), состоящее из рабочей части l раб , шейки l ш , хвостовика l х и лапки l л.
В рабочей части l раб различают режущую l р и калибрующую-направляющую l к части с винтовыми канавками. Шейка l ш соединяет рабочую часть сверла с хвостовиком. Хвостовик l х необходим для установки сверла в шпинделе станка. Лапка l л служит упором при выбивании сверла из отверстия шпинделя.
Элементы рабочей части и геометрические параметры спирального сверла показаны на рис. 1.1, б. Сверло имеет две главные режущие кромки 1, образованные пересечением передних 8 и главных задних 2 поверхностей лезвия и выполняющие основную работу резания; поперечную режущую кромку 9 (перемычку) и две вспомогательные режущие кромки 5. На калибрующей (направляющей, с обратной конусностью) части сверла вдоль винтовой канавки расположены две узкие ленточки 4 (вспомогательные задние поверхности), обеспечивающие направление сверла при резании и требуемую точность и качество обрабатываемой поверхности.
Зенкеры по виду обрабатываемых отверстий подразделяют на спиральные цилиндрические (см. рис. 1.1, в, г), конические (рис. 1.3, а) и торцовые (рис. 9.3, б). Зенкеры бывают цельные с коническим хвостовиком (см. рис. 1.1, в, г) и насадные (см. рис. 1.3, б).
Спиральный цилиндрический зенкер отличается от спирального сверла главным образом большим количеством зубьев (три-четыре) и отсутствием перемычки.
Зенкерование, как было указано ранее, применяется при обработке ранее полученных отверстий и торцовых поверхностей.
Развертками, как было указано в подразд. 1.1, окончательно обрабатывают отверстия. По форме обрабатываемого отверстия различают цилиндрические (рис. 1.1, д и 1.3, в) и конические (рис. 1.3, г) развертки. Развертки имеют 6 - 12 главных режущих кромок l К , расположенных на режущей части l р с направляющим конусом l Н , вспомогательные режущие кромки расположены на калибрующей части 7 К.
По конструкции закрепления развертки подразделяют на хвостовые (см. рис. 1.1, д и 1.3, в, г) и насадные (рис. 1.3, д, на котором показана машинная насадная развертка с механическим креплением режущих пластинок в ее корпусе).

Рис.1.3. Инструменты для обработки отверстий на сверлильных станках: а,б – зенкеры, в,г, д – развертки, е – метчик; l н, l р, l к -
Метчики применяют для нарезания внутренних резьб. Метчик (рис. 9.3, е) представляет собой винт с прорезанными прямыми или винтовыми канавками, образующими режущие кромки. Рабочая часть метчика имеет режущую l р и калибрующую l К части. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. Метчик закрепляют в специальном патроне.
У зенкеров, разверток, метчиков, как и у сверл, режущие части выполняют основную работу резания. Калибрующие части служат для направления инструмента в отверстии и обеспечивают необходимую точность и качество обрабатываемой поверхности.
В процессе работы режущие элементы осевых инструментов подвергаются истиранию по передней, главной задней и вспомогательной поверхностям с одновременным тепловым воздействием. Это приводит к износу поверхностей инструментов (рис. 9.4, а, б), контактирующих с заготовкой и срезаемым слоем. Интенсивность изнашивания площадок сверл, зенкеров и разверток зависит от режима резания, материала режущей части и заготовки, от других условий обработки.
Изнашивание быстрорежущего сверла (см. рис. 9.4, а) протекает по передней 1, главной 2 и вспомогательной 3 задним поверхностям. Наиболее интенсивное изнашивание происходит по вспомогательным задним поверхностям 3 (ленточкам), имеющим значительную поверхность трения, и по задней поверхности в районе сопряжения главной и вспомогательной режущих кромок. По величине ii 3 , характеризующей этот износ, судят о возможности дальнейшей эксплуатации сверла.
Допустимый износ по задней поверхности h 3 для разных случаев сверления приведен в справочной литературе. Например, для быстрорежущего сверла диаметром 20 мм h 3 = 0,8 мм. Несоблюдение рекомендаций по допустимой величине износа сокращает срок службы инструмента: при большом износе на переточках инструмента приходится снимать мното материала, а при малом износе - делать много переточек.
Изнашивание зенкеров и разверток происходит по ленточке и задней поверхности заборной части, образуя наиболее уязвимое место инструмента (см. рис. 1.4, б). Допустимый износ устанавливается по величине h 3 . Для быстрорежущих зенкеров диаметром D= 10...50 мм эта величина лежит в пределах 1 ...2 мм, для твердосплавных 0,4...0,6 мм. Износ быстрорежущих разверток не должен превышать 0,6...0,8 мм.

Рис. 1.4. Места износа сверла (а) и зенкера (б) и схемы заточки сверл по конической поверхности (в), по плоскости (г), по винтовой поверхности (д):
1 - передняя поверхность; 2, 3, 4 - главная, вспомогательная, дополнительная задние поверхности; K 1, К 2 - кулачки; P 1 t, Р 2 , Р 3 - силы зажима сверла в приспособлении; D Snp - продольная подача; D S к p - круговая возвратно-вращательная подача сверла; D Sy 1 , D Sy 2 - установочные вращательные движения кулачков К 1 и К 2 ; D s 2 p и D s 2 b - соответственно рабочий и вспомогательный ходы поперечной подачи сверла; h 3 - ширина износа
При достижении установленной величины износа осевые инструменты перетачивают для восстановления их режущих свойств. Переточку сверл, зенкеров и разверток осуществляют по главным задним поверхностям и в некоторых случаях по передней поверхности. Для заточки спиральных сверл применяют специальные заточные станки. Некоторые схемы заточки сверл приведены на рис. 9.4, в, г, д.
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА СВЕРЛИЛЬНЫХ СТАНКОВ
При обработке на сверлильных станках применяют различные приспособления для установки и укрепления заготовок на столах и инструментов на шпинделях станков.
Заготовки устанавливают на столе станка, снабженном Т-образными пазами, следующими способами: закрепляя прижимными планками или в машинных тисках; на угольник со столом, который может поворачиваться на необходимый угол и у которого есть Т-образные пазы, позволяющие закрепить на этом столе приспособление с обрабатываемой заготовкой; в трех- или четырехкулачковых патронах (цилиндрические заготовки); на призму с закреплением заготовки струбцинами; с помощью кондукторов, снабженных направляющими втулками, которые обеспечивают определенное положение режущего инструмента относительно обрабатываемой заготовки, закрепляемой в корпусе кондуктора. Необходимость в разметке при использовании кондукторов отпадает.
Режущий инструмент в шпинделе сверлильного станка закрепляют с помощью вспомогательного инструмента: переходных втулок сверлильных патронов и оправок. Крепление инструмента может быть жестким или плавающим. Жесткое крепление инструмента применяют при обработке неточных отверстий.
При развертывании отверстий с точностью по 7-му квалитету с направлением инструмента по кондукторным втулкам или по ранее обработанному отверстию необходимо применять самоустанавливающиеся патроны (качающиеся и плавающие), которые позволяют устранить деформации инструмента и шпинделя и свободно ориентировать инструмент относительно кондукторных втулок или обрабатываемого отверстия.
Режущие инструменты с коническим хвостовиком закрепляют непосредственно в коническом отверстии шпинделя сверлильного станка. Если размер конуса хвостовика инструмента меньше размера конического отверстия шпинделя, то применяют переходные конические втулки. Инструменты с цилиндрическим хвостовиком закрепляют в двух-, трехкулачковых или цанговых патронах.
СХЕМЫ ОБРАБОТКИ ЗАГОТОВОК НА СВЕРЛИЛЬНЫХ СТАНКАХ
На сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенкование, нарезание резьбы и обработку сложных отверстий.
Схемы обработки заготовок, режущий инструмент и возможности сверления, рассверливания, зенкерования, развертывания приведены в подразд. 1.1 и 1.2.
Добавим, что сверление и рассверливание - это грубая обработка.
В зависимости от требуемой точности и величины партии обрабатываемых заготовок отверстия сверлят в кондукторе или по разметке.
Диаметр отверстия под рассверливание выбирают так, чтобы поперечная режущая кромка в работе не участвовала. В этом случае осевая сила уменьшается.
Зенкерование относится к получистовому виду обработки поверхностей отверстий, при этом методе снимают небольшие припуски 0,5...3 мм. Зенкер - более жесткий инструмент, чем сверло, и поэтому он исправляет искривление оси обрабатываемого отверстия после увода сверла, повышает точность обработки и качество поверхности цилиндрического отверстия.
Развертывание - чистовой метод обработки отверстий. Под развертывание оставляют небольшой припуск на сторону 0,05... 0,5 мм, и поэтому развертка не может исправить искривление оси отверстия, но увеличивает точность диаметрального размера и качество обработанной поверхности.
Применяют однократное, двухкратное и трехкратное развертывания. Однократное развертывание осуществляют черновой разверткой, оно обеспечивает точность по 8 - 9-му квалитетам; двухкратное развертывание осуществляют черновой и получистовой развертками, точность - по 7-му квалитету; трехкратное развертывание осуществляют черновой, получистовой и чистовой развертками, точность - до 6-го квалитета.
Цекование - обработка торцовой поверхности отверстия торцовым зенкером для достижения перпендикулярности плоской торцовой поверхности к оси (рис. 1.5, а).

Рис. 1.5. Схемы обработки заготовок на вертикально-сверлильном станке:
а - цекование; б, в - зенкование; г - нарезание резьбы; д - комбинированная обработка; - неподвижная опора; <|- - зажим
Зенкованием получают в имеющихся отверстиях цилиндрические или конические углубления под головки винтов, болтов, заклепок и других деталей. На рис. 9.5, б, в показано зенкование цилиндрического углубления цилиндрической зенковкой и конического углубления коническим зенкером.
Нарезание резьбы - получение на внутренней цилиндрической поверхности с помощью метчика винтовой канавки (рис. 9.5, г).
Сверление глубоких отверстий (длина отверстия больше пяти его диаметров) выполняют на специальных горизонтально-сверлильных станках. При обработке глубоких отверстий спиральными сверлами происходит увод сверла и «разбивание» отверстия, затрудняются подвод смазочно-охлаждающей жидкости и отвод стружки. В связи с чем глубокие отверстия сверлят сверлами специальной конструкции. Смазочно-охлаждающая жидкость, подаваемая в зону резания, вымывает стружку через внутренний канал сверла.
Комбинированную обработку отверстий применяют в серийном и массовом производстве в целях повышения производительности и улучшения качества обработки заготовок.
Она осуществляется комбинированным инструментом. Комбинированные инструменты позволяют совместить в один проход последовательно черновую и чистовую обработку одной поверхности, осуществить обработку фасонной поверхности одного или нескольких отверстий за один проход, совместить различные операции: сверление и зенкерование, сверление или зенкерование и развертывание, сверление и резьбонарезание, сверление и фрезерование, зенкование и зенкерование (рис. 1.5, д).
Замена нескольких операций или переходов, осуществляемых последовательно нормальными инструментами, одной операцией, выполняемой комбинированным инструментом, не только увеличивает производительность труда и снижает себестоимость обработки, но и повышает точность изготовления детали. К комбинированному инструменту относятся и центровочные сверла (см. поз. 14 на рис. 1.1, а).
При обработке ступенчатых отверстий комбинированными инструментами обеспечивается более строгая соосность и точность осевых размеров ступеней и перпендикулярность торцовых участков к оси отверстия по сравнению с последовательной обработкой несколькими нормальными инструментами.
Некоторые типы комбинированных инструментов для обработки ступенчатых отверстий показаны на рис. 9.6. Недостатки комбинированного инструмента - это трудоемкость его изготовления, некоторая сложность его переточки.

Рис. 9.6. Комбинированные инструменты:
а - двухступенчатое спиральное сверло; б - перовое трехступенчатое сверло; в - двухступенчатая развертка; d 1 , d 2 , l 1 , l 2 - диаметры и длины ступеней инструментов; D 1 , D 2 - диаметры обработанных отверстий; а - толщина зуба на 1-й ступени; L - длина ленточки; d 0 , b 0 - наименьшая и наибольшая толщина перового сверла
Сущность процесса сверления.
Сверление представляет собой процесс удаления металла для получения отверстий. Процесс сверления включает два движения: вращение инструмента V (рис. 48) или детали вокруг оси и подачу S вдоль оси. Режущие кромки сверла срезают тонкие слои металла с неподвижно укрепленной детали, образуя стружку, которая, скользя по спиральным канавкам сверла, выходит из обрабатываемого отверстия. Сверло является многолезвийным режущим инструментом. В резании участвуют не только два главных лезвия, но и лезвие перемычки, также два вспомогательных, находящихся на направляющих ленточках сверла, что очень усложняет процесс образования стружки. При рассмотрении схемы образования стружки при сверлении хорошо видно, что условия работы режущей кромки сверла в разных точках лезвия различны. Так, передний угол наклона режущей кромки у (рис. 49),
Рис. 48. Схема резания при сверлении. Силы, действующие на сверло

Рис. 49. Образование стружки при сверлении
расположенный ближе к периферии сверла (сечение А-А), является положительным. Режущая кромка работает в сравнительно легких условиях.
Передний угол наклона режущей кромки, расположенный дальше от периферии, ближе к центру сверла (сечение В-В), является отрицательным. Режущая кромка работает в более тяжелых условиях, чем расположенная ближе к периферии.
Резание поперечной режущей кромкой (сечение С-С) представляет собой процесс резания, близкий к выдавливанию. При сверлении по сравнению с точением значительно хуже условия отвода стружки и подвода охлаждающей жидкости; имеет место значительное трение стружки о поверхность канавок сверла, трение стружки и сверла об обработанную поверхность; вдоль режущей кромки возникает резкий перепад скоростей резания - от нуля до максимума, в результате чего в различных точках режущей кромки срезаемый слой деформируется и срезается с разной скоростью; вдоль режущей кромки сверла деформация различна - по мере приближения к периферии деформация уменьшается. Эти особенности резания при сверлении создают более тяжелые по сравнению с точением условия стружкообразования, увеличение тепловыделения и повышенный нагрев сверла. Если же рассматривать процесс стружкообразования на отдельных микро участках режущей кромки, то упругие и пластические деформации, тепловыделение, наростообразованне, упрочнение, износ инструмента здесь возникают по тем же причинам, что и при точении. На температуру резания при сверлении скорость резания имеет большее влияние, чем подача.

Рис.50. Спиральное сверло
Элементы сверла. Наиболее распространенным и имеющим универсальное назначение является спиральное сверло (рис. 50). Сверло состоит из рабочей части, конусного или цилиндрического хвостовика, служащего для закрепления сверла, а лапки, являющейся упором при удалении сверла. Рабочая часть сверла представляет собой цилиндрический стержень с двумя спиральными или винтовыми канавками, по которым удаляется стружка. Режущая часть заточена по двум коническим поверхностям, имеет переднюю и заднюю поверхности (рис. 50) и две режущие кромки, соединенные перемычкой под углом 55°. На цилиндрической части по винтовой линии проходят две узкие ленточки, центрирующие и направляющие сверло в отверстии. Ленточки значительно уменьшают трение сверла о стенки обрабатываемого отверстия. Для уменьшения трения рабочей части сверла в сторону хвостовика сделан обратный конус. Диаметр сверла уменьшается на каждые 100 мм длины на 0,03-0,1 мм.
Режущая часть сверла изготовляется из инструментальных сталей в твердых сплавов. Как и резец, сверло имеет передний и задний углы (рис.51). Передний угол у (сечениеБ-Б) в каждой точке режущей кромки является величиной переменной. Наибольшее значение уголу имеет на периферии сверла, наименьшее-у вершины сверла. Вследствие того что сверло во время работы не только вращается, но и перемещается. вдоль оси, действительное значение заднего углаа отличается от угла, по-. лученного при заточке. Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача, тем меньше действительный задний угол.
Действительный же передний угол в процессе резания соответственно будет больше угла, замеренного после заточки. Чтобы обеспечить достаточную величину заднего угла в работе

Рис. 51. Передний и задний углы сверла
(в точках режущей кромки, близко расположенных к оси сверла), а также угла заострения зуба вдоль оси всей длины режущей кромки, задний угол делается: на периферии 8-14°, а у середины 20-27°, задний угол на ленточках сверла равен 0°.
Кроме
переднего и заднего углов сверло
характеризуется углом наклона
винтовой канавки
 ,
углом наклона поперечной кромки
,
углом наклона поперечной кромки
 ,
углом при вершине 2
,
углом при вершине 2 ,
углом обратной конусности
,
углом обратной конусности (рис. 50).
(рис. 50). =18-30°,
=18-30°,
 =55°,
=55°, =2-3°,
у сверл из инструментальной стали
2
=2-3°,
у сверл из инструментальной стали
2 =60-140°.
=60-140°.
Виды подточек и различные формы заточки показаны на рис. 52.

Рис. 52. Элементы подточки спиральных сверл
Элементы режима резания (рис.53). Как уже указывалось, скорость резания в различных точках режущей кромки различна и изменяется от нуля в центре до максимальной на периферии сверла. При расчетах режимов резания принимается наибольшая скорость резания на периферии (в м/мин)

где
D
-
диаметр
сверла, мм; n
-частота
вращения сверла, об/мин;
 -
коэффициент, равный 3,14.
-
коэффициент, равный 3,14.

Рис. 53. Элементы резания: а - при сверлении,6 - при рассверливании
Подачей при сверлении s(мм/об) называется величина перемещения сверла вдоль оси за один оборот сверла или за один оборот заготовки, если заготовка вращается, а сверло только перемещается. У сверла две главные режущие кромки. Подача, приходящаяся на каждую кромку,

Минутная подача (мм/мин)
s м = sn .
Толщина среза а , измеренная в направлении, перпендикулярном режущей кромке:

Ширина среза b измеряется в направлении вдоль режущей кромки и равняется ее длине:

Силы, действующие на сверло. При сверлении отверстий материал оказывает сопротивление снятию стружки. В процессе резания на режущий инструмент действует сила, которая преодолевает силу сопротивления материала, а на шпиндель станка действует крутящий момент (см. рис. 48).
Разложим равнодействующую силу сопротивления на каждой режущей кромке на составляющие силы в трех взаимно перпендикулярных направлениях: Р Z , P B , Р Г (см. рис. 48). Горизонтальные (радиальные) силы Р Г . действующие на обеих режущих кромках, взаимно уравновешиваются вследствие симметрии спирального сверла. При несимметричности заточки длина режущих кромок неодинакова и радиальная сила не будет равна нулю, в результате происходит отжим сперла и разбивание отверстия. Силы Р В направленные вверх, препятствуют проникновению сверла в глубину обрабатываемой детали. В этом же направлении действуют силы р 1 поперечной кромки. Кроме того, продвижению сверла препятствуют силы трения на ленточках сверла (трение об обработанную поверхность отверстия) и силы трения от сходящей стружки Р Т . Суммарная сила от указанных сил сопротивления в осевом направлении сверла называется осевой силой Р или усилием подачи:
Р= (2Р
В
+Р
1
+Р
Т
).
(2Р
В
+Р
1
+Р
Т
).
Силы сопротивления Р В , возникающие на режущих кромках и мешающие проникновению сверла, составляют 40 % от силыР; силы сопротивленияР 1 , возникающие на поперечной кромке, составляют 57 % и силы тренияР Т - около 3 %.
Суммарный момент сил сопротивления

Рис. 54. Виды сверл: а, б - спиральные, в -с прямыми канавками, г - перовое, д - ружейное, е - однокромочное с внутренним отводом стружки, ж – двухкромочное, з – для кольцевого сверления, и – центровочное, к – шнековые.
резанию М складывается из момента от сил Р z , момента от сил скобления и трения на поперечной кромке М ПК , момента от сил трения на ленточках М Л и момента от сил трения стружки о сверло и обработанную поверхность отверстия М С , т. е. М=М СР +М ПК +М Л +Мс.
По силе Р и моменту М рассчитывается необходимая мощность сверлильного станка.
Износ и стойкость сверл . Износ сверл происходит по задней поверхности, ленточкам и уголкам, а иногда и передней поверхности сверл, с твердосплавными пластинками - по уголкам и ленточке.
Стойкость сверла зависит от материала обрабатываемой детали и инструмента, от качества инструмента, от режимов резания, применяемой СОЖ и др.
Типы сверл и их устройство . Сверло является инструментом, с помощью которого получают отверстия или увеличивают диаметр ранее просверленного отверстия.
На рис. 54 показаны различные типы сверл: перовые (рис. 54, г), двухкромочные (рис. 54, ж), спиральные (рис. 54,а и б), ружейное (рис. 54, д), для кольцевого сверления (рис. 54, з), центровочные (рис. 54, и), шнековые (рис. 54, к).
Перовое сверло представляет собой круглый стержень, на конце которого находится плоская лопатка, имеющая режущие кромки, наклоненные друг к другу под углом 120°. Перовые сверла обладают недостаточной жесткостью. Недостатком однокромочного сверла является необходимость иметь направляющую втулку, а также ограниченное пространство для отвода стружки.
Спиральное сверло получило наибольшее распространение в промышленности. Его устройство описано выше (см. рис. 50). Остальные типы сверл имеют специальное назначение.
Шнековые сверла дают возможность получать отверстия глубиной до 40 диаметров за один рабочий ход без периодических выводов для удаления стружки. Они позволяют работать на более высоких скоростях резания, что в сочетании с сокращением вспомогательного времени (отсутствие промежуточных выводов сверла) дает повышение производительности в 2-3 раза по сравнению с работой удлиненными стандартными сверлами.
Сверла, оснащенные твердым сплавом. Сверла, оснащенные пластинками из твердого сплава, обладают большой стойкостью, позволяют работать на высоких скоростях, дают высокое качество обработанной поверхности и обеспечивают высокую производительность. Ими можно обрабатывать детали из чугуна, закаленной стали, стекла, мрамора, пластмасс и др. Особенно эффективно применение твердосплавных пластинок при сверлении чугунов и рассверливании чугунов и сталей.
Твердосплавные
сверла имеют передний угол у
=0-7°;
задний угола
=8-16°, угол 2 =118-150°.
На рис. 55 показаны несколько типов
твердосплавных сверл. Сверло
конструкции Института твердых сплавов
(рис. 55, а) сделано со стальным хвостовиком.
Сверло ВНИИ (рис. 55,6) сделано целиком из
твердого сплава. Твердосплавный
монолитный инструмент небольших
размеров (сверла, метчики, развертки до
6 мм) изготовляется из твердосплавных
стержней шлифованием. Монолитные
сверла изготовляется из сплавов
ВК6М, ВК8М и ВК10М. Они предназначены для
обработки тугоплавких металлов -
вольфрама, бериллия, титановых и
молибденовых сплавов, высокопрочных
чугунов, нержавеющих, хромоникелевых,
жаропрочных сталей и сплавов. Стоимость
монолитных твердосплавных сверл в 10
раз дороже, чем стоимость сверл из
быстрорежущих сталей.
=118-150°.
На рис. 55 показаны несколько типов
твердосплавных сверл. Сверло
конструкции Института твердых сплавов
(рис. 55, а) сделано со стальным хвостовиком.
Сверло ВНИИ (рис. 55,6) сделано целиком из
твердого сплава. Твердосплавный
монолитный инструмент небольших
размеров (сверла, метчики, развертки до
6 мм) изготовляется из твердосплавных
стержней шлифованием. Монолитные
сверла изготовляется из сплавов
ВК6М, ВК8М и ВК10М. Они предназначены для
обработки тугоплавких металлов -
вольфрама, бериллия, титановых и
молибденовых сплавов, высокопрочных
чугунов, нержавеющих, хромоникелевых,
жаропрочных сталей и сплавов. Стоимость
монолитных твердосплавных сверл в 10
раз дороже, чем стоимость сверл из
быстрорежущих сталей.

Рис. 55. Сверла из твердого сплава: а - со стальным хвостовиком,б - изготовленное по методу ВНИИ,в -с косыми канавками, оснащенное твердым сплавом,г -спиральное, оснащенное пластинойиз твердого сплава,д-с прямыми канавкамии твердосплавной пластинкой
Сверла с косыми канавками (рис. 55, в) состоят из державки, в паз которой впаяна пластинка из сплава ВК8. .Такие сверла применяются для сверления неглубоких отверстий. Сверла с винтовыми канавками (рис. 55, а) применяют для сверления деталей из вязких и хрупких металлов на высоких режимах работы. На рис. 55, д показано сверло с прямыми канавками московского завода «Фрезер», предназначенное для сверления деталей из чугуна и хрупких материалов глубиной (2-3) D . При обработке сталей рекомендуется применять твердый сплав Т15К6, при обработке чугунов - сплав ВК8. При обработке твердосплавными сверлами необходимо выдерживать симметричность заточки сверл.
Сверла с поворотными неперетачиваемыми твердосплавными пластинками. На рис. 56 показано сверло с двумя треугольными неперетачиваемыми твердосплавными пластинками. Пластинки1 и2 расположены в двух прямоугольных канавках6 в специальных гнездах3 и закреплены болтами 7. Пластинки расположены так, что их режущие кромки образуют взаимно перекрывающие поверхности резания. Пластинки являются как бы токарными резцами, укрепленными в державке4, вставленной во втулку 5. Процесс

Рис. 56. Сверло с поворотными неперетачиваемыми пластинками
резания этим сверлом переходит в процесс точения, выполняемый двумя резцами, позволяя использовать рабочие качества и простоту современных токарных резцов. Форма пластинок и их расположение означают, что сверло не нуждается в предварительной подготовке отверстия. Это сверло позволяет сверлить в обоих направлениях, выводить и вводить сверло вновь. Сверло предназначено для отверстий от 18 до 56 мм и глубиной до двух диаметров сверла. При использовании пластинок с двойным покрытием можно работать с подачами, значительно превосходящими (до 5 раз) подачи, применяемые при работе спиральными сверлами, получая то же качество обработанной поверхности.
Применение сверл с неперетачиваемыми поворотными пластинками превращают операцию сверления из медленной в быструю и дешевую. Учитывая, что операция сверления неглубоких отверстий в станках с ЧПУ, агрегатных станках и автоматических линиях является обычной и распространенной, технология обработки с использованием сверл с неперетачиваемыми поворотными пластинками будет прогрессивной.
Для сверления глубоких отверстий применяют длинные сверла с неперетачиваемыми поворотными пластинками типа «Эжектор» (рис.57), имеющими автономное устройство подачи СОЖ и удаления стружки. Сверло глубокого сверления 2 работает в паре со сверлом1. Операция сверления выполняется в два рабочих хода.

Рис. 57. Сверло для глубоких отверстий с пластинками типа «Эжектор»
Сначала сверлится неглубокое отверстие сверлом 1. Затем сверлом 2 производится окончательное сверление глубокого отверстия.
Зенкерование и развертывание
Процесс зенкерования осуществляется зенкером. Операция зенкерования более точная, чем сверление. Сверлением достигается 11-12-й квалитеты и шероховатость поверхности R z 20 мкм, а зенкерованием - 9-11-й квалитеты и шероховатость поверхности Ra 2,5мкм.
Развертывание является операцией более точной, чем сверление и зенкерование. Развертыванием достигается 6-9-й квалитеты и шероховатость поверхности Ra 1,25-0,25 мкм.
Операция
зенкерования подобна рассверливанию.
На рис. 58 показана конструкция зенкера.
Зенкер состоит из рабочей части 1, шейки
2 и хвостовика 3.
Рабочая часть состоит из режущей части
l
1
и калибрующей l
2
.
Режущая (заборная) часть наклонена к
оси под главным углом в плане
 и выполняет резание. Обычно при обработке
стали
и выполняет резание. Обычно при обработке
стали =60°,
для чугуна-
45-60°. Для
зенкеров, оснащенных твердосплавными
пластинками,
=60°,
для чугуна-
45-60°. Для
зенкеров, оснащенных твердосплавными
пластинками,
 =60-75°.
Угол наклона винтовой канавки
=60-75°.
Угол наклона винтовой канавки =
10-30°, при обработке чугуна
=
10-30°, при обработке чугуна >0.
>0.
На рис. 58 показаны зенкеры различной конструкции, применяемые при работе на агрегатных станках и автоматических линиях.

Рис. 58. Зенкеры: а -цельный с коническим хвостовиком, б-насадной цельный,в -насадной с наборными ножками,г -оснащенный твердосплавной пластинкой,д -cнаправлением для цилиндрических углублений
Зенкеры с коническим хвостовиком (рис. 58,а) с минимальным количеством зубьев z<3, диаметром 10 мм и выше применяются для окончательной обработки и под развертывание. Зенкеры насадные и со вставными ножами (рис. 58,б ив ) применяются для обработки отверстий.
Зенкеры изготовляются из быстрорежущих сталей Р18 и Р9 и твердосплавных материалов Т15К6, применяемых при обработке сталей, и ВК8, ВК6 и ВК4-при обработке чугунов.
Процесс
развертывания является чистовой
операцией для получения точных отверстий.
Резание осуществляется разверткой.
Как указывалось, развертывание более
точная операция, чем сверление и
зенкерование. Развертка во многом
напоминает зенкер, основное ее отличие
от зенкера в том, что она снимает
значительно меньший припуск и имеет
большое число зубьев - от 6 до 12.
Развертка состоит из рабочей части
и хвостовика (рис.
59). Рабочая часть в свою очередь
состоит из режущей частиВ
и
калибрующейГ.
Режущая часть
наклонена к оси под главным углом в
плане и выполняет основную работу резания.
Угол конуса режущей (заборной) части
составляет 2
и выполняет основную работу резания.
Угол конуса режущей (заборной) части
составляет 2 .
.

Рис. 69. Развертка
Калибрующая часть развертки состоит из двух участков: цилиндрического Д и конического Е, так называемого обратного конуса. Обратный конус делается для уменьшения трения инструмента об обработанную поверхность и увеличения диаметра отверстия. Передний угол разверткиу равен 0-10° (0° принимается для чистовых работ и при резании хрупких металлов). Задний угола на режущей части развертки делается 6-15° (большие значения для малых диаметров). Задний угол на калибрующей части равен нулю, так как имеется цилиндрическая ленточка.
Главный
угол в плане
 у машинных разверток (из инструментальных
сталей) при обработке вязких сталей
равен 15°, при обработке чугунов 5°.
При
развертывании глухих и сквозных отверстий
9-го квалитета и грубее
у машинных разверток (из инструментальных
сталей) при обработке вязких сталей
равен 15°, при обработке чугунов 5°.
При
развертывании глухих и сквозных отверстий
9-го квалитета и грубее =45-60°.
У разверток, оснащенных пластинками
твердых сплавов,
=45-60°.
У разверток, оснащенных пластинками
твердых сплавов, =30-45°.
=30-45°.
На рис. 60, 61 показаны различные типы разверток. По своей конструкции развертки делятся на ручные и машинные, цилиндрические и конические, насадные и цельные.



Рис. 60. Типы разверток


Рис. 61. Машинные регулируемые развертки
Ручные развертки изготовляются с цилиндрическим хвостовиком (рис. 60, г). Ими обрабатываются отверстия от 3 до 50 мм. Машинные развертки (рис. 61) делаются с цилиндрическими и коническими хвостовиками и используются для развертывания отверстий диаметром от 3 до 100 мм. Этими развертками обрабатываются отверстия на сверлильных и токарных станках. Насадные развертки служат для развертывания отверстий от 25 до 300 мм. Их насаживают на специальную оправку, имеющую конусный хвостовик для крепления на станке. Насадные развертки изготовляют из быстрорежущей стали Р9 или Р18 и оснащают пластинками из твердого сплава.
Коническими развертками развертывают конусные отверстия. Обычно в комплект входят три развертки: обдирочная, промежуточная и чистовая. Цельные развертки изготовляются из углеродистой или легированной стали. При развертывании отверстий в твердых металлах применяются развертки с пластинками из твердых сплавов.
Элементы режима резания и срезапри зенкеровании и развертывании. Элементы режима резания подсчитывают по формуле и методике, приведенной в разделе «Сверление» (коэффициенты и показатели степеней выбирают из таблиц и справочников применительно к конкретной операции).
Глубину резания t (рис. 62 и 63) определяют исходя из припуска на обработку при зенкеровании до 2 мм на сторону. Средние значения припуска под зенкерование после сверления, снимаемого за один рабочий ход (т. е.t = h ), составляют:

Рис. 62. Элементы резания при зенкеровании
Припуск под чистовое развертывание принимается 0,05-0,25 мм на сторону. Припуск под предварительно развертывание может быть увеличен в 2-3 раза. Средние значения глубин
резания (припуска) при чистовом развертывания составляют:
Толщина среза а при развертывании (рис. 63) обычно незначительна и составляет 0,02-0,05 мм.
Машинное время (в. мин) при зенкеровании и развертывании

где L
-
путь, проходимый инструментом
в направлении подачи, мм;l
-
глубина зенкерования или развертывания,
мм;У-
величина врезания, мм (рис.
62,6); =1-3
мм-величина перебега, мм.
=1-3
мм-величина перебега, мм.

Рис. 63. Элементы резания при развертывании
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьем, ковкой или штамповкой, или предварительно просверленных с целью увеличения диаметра, улучшения качества их поверхности, повышения точности (уменьшения конусности, овальности, разбивки).
Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и после сверления оставляют припуск под зенкерование).
Зенкерование обеспечивает точность обработки отверстий в пределах 8 - 13 квалитетов, шероховатость обработанной поверхности в пределах 4 - 6-го классов.
Зенкерование - операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5 - 3 раза больше, чем при сверлении.
Инструментом, которым выполняют зенкерование, является зенкер, который, как и сверло, закрепляют в коническом отверстии шпинделя станка, и работает так же, как и сверло, совершая вращательное движение вокруг оси, а поступательное - вдоль оси отверстия.
По внешнему виду цельный зенкер напоминает сверло и состоит из тех же основных элементов, но имеет больше режущих кромок (3 - 4) и. спиральных канавок.
Три-четыре режущие кромки лучше центрируют инструмент в отверстии, придают ему большую жесткость, чем обеспечивается получение высокой точности.
Зенкер (рис. 237) состоит из рабочей части 7, шейки 4, хвостовика 5 и лапки 6.
Во время зенкерования режущая часть выполняет основную работу по снятию металла, а направляющая часть служит для направления зенкера в отверстии, для зачистки поверхности, для придания отверстию
правильной цилиндрической формы и получения правильного размера отверстия.
Ленточки (фаски) на направляющей части зенкера уменьшают трение и облегчают резание.
Зенкеры имеют переднюю поверхность 7 (рис. 238, а, б), режущие кромки 2, сердце- вину 3, заднюю поверхность 4, ленточки 5, а также углы а - задний, у - передний, Ф - в плане, со - наклона винтовой канавки, величины которых определяют в зависимости от твердости металлов.
Зенкеры изготовляют из быстрорежущей стали двух типов: с коническим хвостовиком (зенкер NQ 1), насадные (зенкер № 2).
Цельные зенкеры с коническим хвостовиком и насадные зенкеры предназначаются для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий.
Цельные зенкеры с коническим хвостовиком (рис. 239, а) изготовляют диаметром от 10 до 40 мм и длиной рабочей части от 80 до 200 мм с числом зубьев 3.
Насадные зенкеры изготовляют диаметром от 32 до 80 мм и длиной от 10 до 18 мм с числом зубьев 4.
Для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий в деталях из чугуна и стали изготовляют цельные зенкеры с коническим хвостовиком и насадные, оснащенные пластинками из твердого сплава (рис. 239, б).
Кроме этого, изготовляют зенкеры насадные со вставными ножами (рис. 239, в), из быстрорежущей стали (ГОСТ 2255 - 71) для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий в деталях из чугуна и стали, а также зенкеры со вставными ножами оснащенными пластинками из твердого сплава (ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т14К8, Т15К6), имеющие три-четыре ножа (клина) - цельные с коническим хвостовиком и четыре-шесть зубьев - насадные.
Зенкерование выполняется на сверлильных станках с подачей б зависимости от диаметра зенкера по чугуну от 0,20 до 0,35 мм на один зуб, а по стали 0,15 - 0,30 мм на один зуб и скоростью резания зенкерами с пластинками из ВК - 35 м/мин, а с пластинками из ТК - 30 м/мин. В качестве охлаждающей жидкости применяют эмульсию.
Для зенкеров со вставными ножами из быстрорежущей стали подачу выбирают от 0,20 до 0,26 мм на один зуб, скорость резания от 11,6 до 22,5 м/мин в зависимости от диаметра зенкера. В качестве охлаждающей жидкости применяют 5%-ный (по массе) раствор эмульсии в воде.
Насадные зенкеры с напаянными пластинками из твердого сплава применяют для развертывания отверстий диаметром от 34 до 80 мм. Они изготовляются длиной от 40 до 65 мм с числом зубьев не менее четырех. Насадные зенкеры соединяют с оправкой при помощи выступа на оправке и выреза на торце зенкера.

При зенкеровании отверстий широко применяют комбинированные инструменты, позволяющие совмещать зенкерование со сверлением.
В зависимости от точности все зенкеры изготовляют двух номеров: № 1 для обработки отверстий под развертывание и № 2 для окончательной обработки отверстий.
При зенкеровании стружку удаляют сильной струей сжатого воздуха или воды, или перевертывая деталь, если она не тяжелая. При зенкеровании деталей из стали, меди, латуни, дюралюминия применяют охлаждение мыльной эмульсией.
Для получения правильного и чистого отверстия припуски на зенкерование должны составлять: для зенкеров диаметром до 25 мм - 1 мм, для зенкеров диаметром от 26 до 35 мм - 1,5 мм, для зенкерования зенкерами диаметром от 35 до 45 мм - 2 мм.
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки. В качестве инструмента при сверлении используют сверло (рис. 7.15), имеющее две главные режущие кромки, пе-
Рис. 7.15. Параметры и элементы спирального сверла: / - рабочая часть; 1 - режущая часть; / 2 - калибрующая часть; /3 - шейка; /4 - хвостовик; / - ленточка; 2 - режущая кромка; 3 - задняя поверхность; 4 - передняя поверхность; 5 -
поперечная кромка
реднюю кромку и две винтовые канавки, служащие для удаления стружки.
Сверла могут быть:
- спиральными;
- центровочными;
- перовыми;
- с пластинками из твердых сплавов;
- для глубоких отверстий.
Спиральные сверла изготовляют диаметром от 0,1 до 80 мм. Рабочая часть / сверла (рис. 7.15, а) имеет две винтовые канавки. Режущая часть /, имеет два режущих зуба. У режущего зуба имеются: передняя поверхность 4 (рис. 7.15, в ), задняя поверхность 3 и режущая кромка 2. Границей режущих зубьев является поперечная кромка 5. На калибрующей части / 2 имеются ленточки /, которые обеспечивают направление сверла при резании. Хвостовик / 4 выполняют коническим для закрепления в шпинделе станка (непосредственно или с помощью переходных втулок) или цилиндрическим (рис. 7.15, б) для закрепления в патроне. Маркировку сверла ставят на шейку / 3 .
Угол 2ф при вершине сверла (между режущими кромками) может иметь значения от 80° (для алюминия, баббитов, пластмасс и других мягких материалов) до 140° (для мрамора и других хрупких материалов). Для сверления стали и чугуна этот угол равен 116-118°. Угол со наклона винтовой канавки определяет величину переднего угла, его значения колеблятся от 10 (для сверления хрупких материалов) до 45° (для мягких материалов); для стали и чугуна - 30°.
При сверлении возникает «увод» сверла из-за наличия поперечной кромки, которая при работе сверла не режет, а давит на заготовку. Установлено, что до 65 % усилия подачи приходится на поперечную кромку. Для облегчения работы сверла поперечную кромку подтачивают (рис. 7.15, г); с той же целью производят двойную заточку сверл, работающих по чугуну и стали, с углом 2(р, от 75 до 80° (рис. 7.15, д). Ширину Ь задней поверхности второй заточки выбирают в пределах от 0,18/) до 0,22/) (/) - диаметр сверла). В результате двойной заточки увеличивается ширина стружки за счет ее толщины, уменьшается угол при вершине, поэтому увеличивается стойкость сверла.
Для сверления используют сверлильные и токарные станки. На сверлильных станках сверло совершает вращательное (главное) движение резания и продольное (движение подачи) вдоль оси отверстия, заготовка неподвижна. При работе на токарных станках вращательное (главное) движение совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) - сверло.
Процесс стружкообразования при сверлении протекает в более тяжелых условиях по сравнению с точением, так как при сверлении более стеснен выход стружки и затруднен подвод смазочно-охлаждающей жидкости в зону резания.
Сверление обеспечивает и шероховатость поверхности Яа = 10-^20 мкм.
Для получения отверстий более высокой точности на том же станке выполняют зенкерование и развертывание.
Зенкерование - обработка резанием стенок или входной части отверстия - производится по черным поверхностям в отливках и поковках или по просверленным отверстиям. Цель зенке-рования - получение более точных размеров отверстий и расположения поверхностей, обработка торцевой или входной части отверстия под головку винта и пр.
Резание при зенкеровании подобно одновременной работе нескольких расточных резцов, которыми в данном случае можно

Рис. 7.16. Зенкеры и зенковки: а - зенкер трехзубый хвостовой; б - зенкер четырехзубый насадной цельный; в, г, д - зенковки
считать зубья зенкера. Зенкеры (инструменты для обработки отверстий на проход) изготовляют трезубыми хвостовыми (рис. 7.16, а ) диаметром от 10 до 50 мм и четырехзубыми. Четырехзубые зенкеры могут быть насадными, цельными (рис. 7.16, б) и сборными (со вставными ножами из быстрорежущей стали или с пластинками из твердых сплавов) диаметром 45-80 мм.
Зенковки (разновидность зенкеров) используют для обработки входной части отверстий под головки болтов, шпилек (рис. 7.16, в), имеют направляющую цапфу, которую изготовляют как одно целое с корпусом зенковки (в некоторых конструкциях может быть сменной). Зенковки для обработки входной части отверстия на конус (под головки винтов, заклепок) имеют угол (60, 75, 90 или 120°) при вершине конуса (рис. 7.16, г). На рис. 7.16, д показана зенковка для подрезания бобышек. Изготовляют также комбинированные зенкеры для получения ступенчатых отверстий.
Развертывание - окончательное чистовая обработка отверстий с шероховатостью поверхности Яа = 0,Зч-2 мкм. При развертывании со стенок отверстия, предварительно обработанного сверлением и зенкерованием (или только сверлением), снимается слой металла в несколько десятых миллиметра.
По форме обрабатываемого отверстия развертки делятся на цилиндрические (рис. 7.17, а) и конические (рис. 7.17, б). Раз-

Рис. 7.17. Развертки: а - цилиндрическая; б - коническая
вертки, как и зенкеры, делают хвостовыми и насадными. Рабочая часть / цилиндрической развертки состоит из режущей части /, калибрующей части / 2 и обратного конуса / 3 . Для предупреждения огранки обрабатываемого отверстия угловой шаг зубьев разверток делают неодинаковым так, чтобы попарно противоположные зубья лежали в одной диаметральной плоскости для контроля размеров разверток. По способу применения развертки делят на машинные и ручные, по конструкции - на цельные и сборные со вставными ножами.
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
Зенковка – является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий – это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.

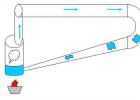
А - сверление сверлом В - растачивание на токарном станке С - зенкерование зенкером D - развёртывание развёрткой E,F - цекование цековкой G - зенкование зенковкой H - нарезка резьбы метчиком
Зенкование отверстий – процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.

Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм. Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
- Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.

Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования. Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.

Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.

Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.

Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.

Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.

В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 – 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.

Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.

В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.

Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
ГОСТ 14953-80 Зенковки конические. Технические условия
oxmetall.ru
Зенкование и зенкерование – как обработать металлические детали? + Видео
Зенкование и зенкерование – это два разных технологических процесса, которые применяются при обработке металлических отверстий и поверхностей. Вам пригодятся специальные инструменты различной конструкции. В первом случае используются зенковки, во втором – зенкеры. Далее разберем их особенности и отличия.
После завершения сверления металлической детали возникает необходимость сделать сложные геометрические углубления внутри детали для последующей установки в них различных крепежных элементов – болтов, винтов, заклепок. Для этого, а также при необходимости качественно обработать поверхность и снять фаски внутри детали берем зенковку. Данный инструмент может быть различной формы. Ее можно подбирать, ориентируясь на конечный результат. На сегодняшний день различают конические, цилиндрические или торцевые (плоские) зенковки. Последние иногда носят названия цековки, а зенкование отверстий, как технологический процесс, может называться цекованием.

Зенковки цилиндрического типа необходимы для получения отверстий соответствующей формы в просверленных гнездах для последующей установки в них болтов и винтов различного типа. Зенковка имеет две части – рабочую поверхность и хвостовик, а также специальный направляющий пояс (цапфу), который необходим, чтобы обеспечивать контроль соосности инструмента в процессе работы над поверхностью металлической детали.
Конические зенковки имеют аналогичную составляющую, которая включает в себя хвостовик и рабочую часть с поясами, они обеспечивают соосность при работе.
Такие зенковки, как правило, используют при создании отверстий в виде конуса внутри детали, снятия фасок и для углублений под болты, различные плоские шайбы или упорные кольца. Наибольшее распространение получили зенковки с конусным углом в 90 или 120 градусов. Торцевые или плоские цековки применяются преимущественно для зачистки и обработки металлических углублений для установки крепежных элементов. Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
Зенкерование – это процесс расширения и обработки просверленных металлических отверстий штампованного или литого типа, который позволяет придать им строгую геометрическую форму. Зенкерование отверстий является промежуточным процессом, который чаще всего нужен после сверления и до металлического развертывания. С помощью качественного оборудования и инструмента можно добиться получения геометрических отверстий четвертого, а иногда и пятого класса точности. Инструмент для зенкерования называется зенкером.

Зенкер по металлу
Зенкеры бывают нескольких типов и различаются по количеству зубьев (трех- или четырехперые), а по конструкции могут быть цельными, вставными или насадными. От обычного сверла зенкеры отличаются увеличенной перемычкой, которая соединяет режущие кромки, срезанным углом, а также наличием большего количества режущих зубьев-кромок. Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.

Зенкерование
Применение зенкеров определенного типа напрямую зависит от диаметра отверстия в обрабатываемой заготовке. Так, для отверстий, диаметр которых менее 12 мм, нужны цельные зенкеры, для отверстий свыше 20 мм – зенкеры вставного типа (со вставными ножами). При необходимости получить более точные и сложные поверхности используются комбинированные типы, в которых может быть до восьми режущих кромок, при этом зенкеры сборного типа могут дополнительно комбинироваться со сверлами, развертками и другими инструментами.
3 Развертывание – для обеспечения максимальной точности поверхности
Развертывание отверстий – это сложный технологический процесс чистовой обработки металлических отверстий на фрезерном оборудовании, который выполняется после процессов сверления и зенкерования. С помощью развертывания удается добиться высокого класса точности. Оно производится на ручных и автоматизированных сверлильных или токарно-фрезерных станках с ЧПУ или с ручным управлением. Инструмент, который применяется при развертывании, называется развертка.
По типу обработку развертки могут быть ручными или механическими (машинными), а по форме – конусообразными или цилиндрическими. Инструмент состоит из трех частей с калибрующей частью и режущими кромками, которые равномерно или неравномерно распределяются по окружности. Как правило, развертки используются комплектом по три штуки, это необходимо для выполнения поочередно черновой, получистовой и чистовой обработки. В таком случае удается добиться максимального эффекта при обработке поверхности.
При развертывании также широко применяется комбинированный тип инструмента, в который входит зенкер, зенковка, развертка, сверло и другие элементы. Комбинация инструментов позволяет существенно сократить время на получение отверстие нужной формы, класса точности и шероховатости. Сверление, как и зенкерование, и развертывание, можно называть схожими технологическими процессами в определенных режимах работы. Они выполняются на схожих видах ручного и механического оборудования.
tutmet.ru
Зенковка - что это, виды и применение, конструкция, зенкование и ГОСТ.
Зенковка – это металлорежущий инструмент с несколькими рабочими лезвиями, предназначенный для обработки предварительно просверленных отверстий цилиндрической или конической формы. С помощью зенковки, при выборе необходимого типа инструмента, можно получить различные по конфигурации углубления в отверстиях обрабатываемых деталей. Не следует путать зенковку с зенкерованием, рассверливанием отверстий на всю длину для повышения качества поверхности.

Виды и применение зенковок
При обработке деталей на сверлильных и токарных станках зенковка по металлу применяется для:
- Формирование в предварительно подготовленных отверстиях углублений конической или цилиндрической формы требуемой длины.
- Формирование опорных плоскостей возле отверстий.
- Съём фаски в отверстиях.
- Обработка отверстий под крепеж.
Часто можно встретить и термин «цековка», так называют инструмент, предназначенный для рассверливания углублений цилиндрической формы и опорных плоскостей.
По конфигурации режущей части встречаются следующие виды зенковок:
- Цилиндрической конфигурации.
- Конические зенковки.
- Торцовые инструменты.
По диаметру обрабатываемых отверстий зенковки подразделяются на:
- Простые (от 0,5 до 1,5 мм).
- Для отверстий диаметром от 0,5 до 6 мм. Выпускаются с предохранительным или без предохранительного конуса.
- Зенковки с конусным хвостовиком. Применяются для отверстий диаметром от 8 до 12 мм.
Конструкция
Зенковка коническая состоит из двух основных элементов - рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.

Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Особенности зенкования отверстий
- При обработке твердых сплавов и чугуна необходимо использовать охлаждающие эмульсионные составы для отвода тепла.
- Очень важно правильно подобрать инструмент для проведения работ. Необходимо учесть материал заготовки и характер работ.
- При подбое зенковки особое внимание уделите заданным параметрам обработки – диаметр, потребная точность, размер углубления.
- Обратите внимание на способ фиксации на станке, при необходимости приобретите необходимую дополнительную оснастку.
Действующий ГОСТ
Определяет технические условия для конической зенковки ГОСТ 14953-80. Также, при металлообработке, следует руководствоваться другими стандартами регулирующими параметры используемых сходных инструментов – зенкеров, разверток и т. д. Подбор зенковок необходимо производить по таблицам в специальной литературе.
mekkain.ru
Зенкование отверстий
Зенкованием называется операция по обработке входной или выходной части отверстия с целью снятия фасок, заусенцев, а также образования углублений под головки болтов, винтов и заклепок. Эту операцию выполняют при помощи режущего инструмента, называемого зенковками.
Зенковки по форме режущей части подразделяются на конические и цилиндрические.
Конические зенковки (рис. 78, а) состоят из рабочей части и хвостовика. Рабочая часть зенковки характеризуется углом конуса при вершине 2ф. Наибольшее распространение получили конические зенковки с углом конуса при вершине 2ср = 30, 60, 90 и 120°.
Рис. 78. Коническая (а) и цилиндрическая (б) зенковки
Цилиндрические зенковки (рис. 78, б) состоят также из рабочей части и хвостовика. Рабочая часть зенковок имеет торцовые зубья. Число зубьев у этих зенковок от 4 до 8. Цилиндрическая зенковка имеет направляющую цапфу, входящую в просверленные отверстия, что обеспечивает совпадение оси отверстия и образованного зенковкой цилиндрического углубления.
Конические и цилиндрические зенковки изготовляют из инструментальных углеродистых и легированных сталей У10А, У12А и 9ХС.
Для зенкования отверстий применяют также специальные державки с зенковками, имеющими невращающиеся и вращающиеся ограничители.
Державка с зенковкой и вращающимся ограничителем (рис. 79) состоит из хвостовика 7, на одном конце которого закреплена на резьбе зенковка 3 с направляющей шпилькой 1. Упор 2 соединен с зенковкой винтами 4. Зенковка с втулкой 6 легко вращается благодаря шарикам 5, размещенным между втулкой 6 и упором 2. Зенковка выступает из упора на глубину зенкуемого отверстия.
Рис. 79. Державка с зенковкой и вращающимся ограничителем
Ограничитель дает возможность зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками.
Для зенкования отверстий широко применяют также державки с зенковкой и ограничителем, но не имеющие направляющей шпильки. Державка такой конструкции (рис. 80) состоит из втулки 4, стопорной гайки 3, ограничителя 2, хвостовика 5, зенковки 1, обоймы 6 и подпятника 7. Эта державка работает так же, как и державка с вращающимся ограничителем.
Рис. 80. Державка с зенковкой и ограничителем, но без направляющей шпильки
Зенкование отверстий выполняют на сверлильных станках или пневматическими и электрическими сверлильными машинами, для чего хвостовик зенковки надежно закрепляют в патроне сверлильной машины или сверлильного станка.
Выходную часть отверстий (рис. 81, а) для получения конусных углублений под головки потайных винтов, заклепок обрабатывают коническими зенковками.
Рис. 81. Обработка отверстия конической зенковкой (а) и отверстие, обработанное цилиндрической зенковкой (б)
Зенкование углублений под головки болтов, заклепок (рис. 81, б), а также подрезание торцов плоскостей бобышек, выборку уступов и углов осуществляют цилиндрическими зенковками.
При зенковании отверстий соблюдают правила выполнения приемов работы и меры предосторожности, относящиеся к сверлению отверстий.
www.stroitelstvo-new.ru
Зенкование и зенкерование - Сверление металла
Зенкование и зенкерованиеСверление металла
Зенкование и зенкерованиеЗенкованием называется обработка выходной части отверстия, например снятие заусенцев с краев отверстия, расширение центровых отверстий, образование углублений под потайные головки винтов и заклепок. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления в отверстии под опоры конических головок винтов и заклепок и для центрования отверстий. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
Цилиндрические зенковки с торцовыми зубьями1 применяются для расширения выходной части цилиндрических отверстий под головки винтов, под плоские шайбы, а также для подрезания торцов, плоскостей бобышек, для выборки уступов и углов. Число зубьев у этих зенковок от 4 до 8.
На рис. 190 показаны зенковки различных видов и примеры обработки ими отверстий.
Зенкерованием называется обработка готовых отверстий, полученных отливкой, штамповкой или сверлением, с целью придать им строго цилиндрическую форму, большую точность и лучшую чистоту поверхности. После зенкера отверстие получается 4 и 5-го классов точности.
Отверстия 2 и 3-го классов точности получают развертыванием. Следовательно, зенкерование может быть и промежуточной операцией между сверлением и развертыванием.
Зенкеры (рис. 191) разделяются на цельные и насадные, а по количеству зубьев (перьев) - на трехперые и четырехперые. Цельный зенкер имеет три или четыре режущие кромки, а насадной - четыре режущие кромки. Для обработки отверстий диаметром 12-35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24-100 мм - насадные зенкеры.
Зенкование и зенкерование, как и процесс сверления, происходит при двух совместных относительных движениях инструмента - вращательном и поступательном вдоль оси. Сверло, выбираемое для сверления отверстия под обработку зенкером, должно иметь диаметр, уменьшенный против диаметра окончательно обработанного отверстия на величину припуска. В табл. 12 приводятся диаметры зенкеров и рекомендуемые припуски (на сторону) под зенкерование.

Рис. 1. Зенковки: а - для обработки отверстия под коническую головку винта, б - примеры работы коническими зенковками, в - зенковки для обработки отверстий под цилиндрические головки и шейки, г -отверстие, раззенкованное под цилиндрическую головку винта, д - отверстие, раззенкованное под шейку винта, е - соединение деталей винтом через раззенкованное отверстие

Рис. 2. Зенкеры: а - цельный, б - насадной, в - стержень для насадки головки зенкера

Рис. 3. Ручная (слева) и машинная развертки: Л - рабочая (заходная) часть развертки, Б - калибрующая часть, В - шейка, Г - хвостовик, Д - квадратная головка для захвата развертки воротком при развертывании вручную
Похожие статьи